清河縣力泰焊接材料有限公司
賣家服務時間
9:00--17:00
MD601耐磨藥芯焊絲、MD611耐磨藥芯焊絲 MD621耐磨藥芯焊絲
耐磨焊條Ф3.2 主要用于現場小面積補焊。MD60AMD62A
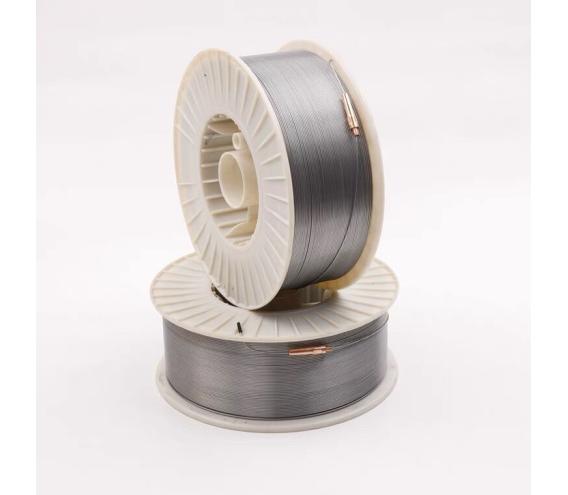
適用于劇烈磨粒磨損和輕沖擊工礦條件下部件的預保護堆焊制造和磨損后的堆焊修復,主要用于立磨磨輥、磨盤以及其他耐磨板表面的耐磨堆焊。MD601與MD611、MD621配套,用作磨輥堆焊過渡層材料。
為多元合金強化的高碳高鉻鑄鐵型堆焊材料。堆焊層金屬具有大量的合金碳化物(M3C2 、M7C3),保證了堆焊金屬具有優異的抗磨粒磨損性能和一定的抗沖擊性能及抗剝落性能。堆焊層具有細密的網狀裂紋,是釋放焊接應力所必須的“應力釋放裂紋(reliefcrack)”,有利于防止堆焊層的大面積掉塊和剝落。
CO2氣保護藥芯焊絲Φ1.6 主要用于現場維護及大面積補焊。
埋弧焊用藥芯焊絲Φ3.2、Φ4.0D127耐磨焊條
說明: D127為低氫型藥皮的普通錳型堆焊焊條。采用直流反接。
用途: 用于堆焊受磨損的低碳鋼、中碳鋼及低合金鋼的表面,如車軸、齒輪、行走主動輪、攪拌機葉片等。
熔敷金屬化學成分(%)
化學成分CMn
保證值≤0.20≤4.20
堆焊層硬度: HRC≥28
參考電流(DC+)
焊條直徑(mm) φ3.2φ4.0φ5.0
焊接電流(A) 90~120140~180180~220
注意事項:
1.焊前焊條須經300-350℃左右烘焙1h。
2.在大型工件堆焊前應適當預熱至300℃左右,并將堆焊部分表面的鐵銹和油污清除干凈。
D132耐磨焊條符合GB EDPCrMo-A2-03
說明: D132是鈦鈣型藥皮的CrMo型堆焊焊條。可交直流兩用,堆焊時電弧穩定,脫渣容易。
用途: 用于受磨損的低碳鋼、中碳鋼及低合金鋼機件表面,特別適合用于礦山機械與農業機械磨損件的堆焊與修補。
熔敷金屬化學成分(%)
化學成分CMoCr
保證值≤0.50≤1.50≤3.00
堆焊層硬度: HRC≥30
參考電流(AC、DC)
焊條直徑(mm) φ3.2φ4.0φ5.0φ5.8
焊接電流(A) 80~130110~180150~240240~280
注意事項:
1.焊前焊條須經150℃左右烘焙1h。
2.在堆焊大型工件前應適當預熱至300℃左右,并將堆焊部分表面的鐵銹和油污清除干凈。
規格參數
行業分類:
機械及行業設備/焊接材料與附件/焊條
產品類別:
品 牌:
佳泰
規格型號:
MD601
庫 存:
6300
生 產 商:
清河力泰焊接材料有限公司(佳泰)
產 地:
中國河北省邢臺市

快速創建集企業介紹、產品服務、直播等一體的個性旺鋪

升級成企業號幫助企業搭建社交移動互聯網智能營銷平臺

自助開通商城,將智能營銷平臺、直播系統流量轉化成交