蘇州肯納伯樂焊接材料有限公司
賣家服務時間
9:00--17:00
符合 GB/T 984 EDW-A-15
說明:
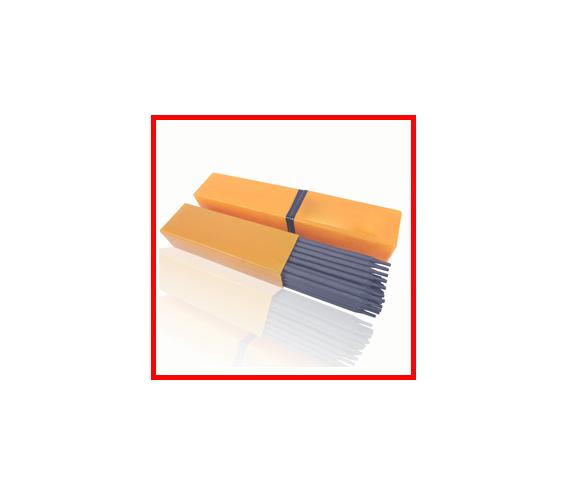
D707是低氫鈉型藥皮碳化鎢型堆焊焊條,采用直流反接,小電流焊接更適宜,堆焊金屬含鎢量40~50%,具有較高的硬度。
用途:
適用于耐巖石強烈磨損之機械零件的堆焊,如混凝土攪拌機葉片、推土機和泵浦葉片、挖泥機葉片、高速混砂箱等。
熔敷金屬化學成分(%)
試驗項目
C
Mn
Si
W
保證值 1.50~3.00 ≤2.00 ≤4.00 40.00~50.00
堆焊層硬度:HRC≥60
參考電流(DC+)
焊條直徑(mm)
Φ3.2
Φ4.0
Φ5.0
焊接電流(A) 70~120 140~180 180~220
注意事項:
1. 焊前焊條須經300~350℃烘焙1h。
2. 堆焊件為碳鋼時預熱溫度在300℃以上,堆焊件為低合金鋼時預熱溫度為400~500℃,堆焊件為不銹鋼時預熱溫度為600~650℃。
3. 低合金鋼及不銹鋼焊后須經700℃退火。
符合 GB/T 984 EDW-A-15
說明:
D707是低氫鈉型藥皮碳化鎢型堆焊焊條,采用直流反接,小電流焊接更適宜,堆焊金屬含鎢量40~50%,具有較高的硬度。
用途:
適用于耐巖石強烈磨損之機械零件的堆焊,如混凝土攪拌機葉片、推土機和泵浦葉片、挖泥機葉片、高速混砂箱等。
熔敷金屬化學成分(%)
試驗項目
C
Mn
Si
W
保證值 1.50~3.00 ≤2.00 ≤4.00 40.00~50.00
堆焊層硬度:HRC≥60
參考電流(DC+)
焊條直徑(mm)
Φ3.2
Φ4.0
Φ5.0
焊接電流(A) 70~120 140~180 180~220
注意事項:
1. 焊前焊條須經300~350℃烘焙1h。
2. 堆焊件為碳鋼時預熱溫度在300℃以上,堆焊件為低合金鋼時預熱溫度為400~500℃,堆焊件為不銹鋼時預熱溫度為600~650℃。
3. 低合金鋼及不銹鋼焊后須經700℃退火。
規格參數
行業分類:
電工電氣/焊接材料與附件/焊條
產品類別:
焊條
品 牌:
金橋
規格型號:
3.2/4.0
庫 存:
1000
生 產 商:
天津金橋
產 地:
中國江蘇省蘇州市

快速創建集企業介紹、產品服務、直播等一體的個性旺鋪

升級成企業號幫助企業搭建社交移動互聯網智能營銷平臺

自助開通商城,將智能營銷平臺、直播系統流量轉化成交