河北威岳機械有限公司
賣家服務時間
9:00--17:00
灰口鑄鐵鑄造床身鑄件新工藝準備工作
1、鑄鐵平臺改造鑄造包:(用標準鐵包加高中間壩高止500-600mm(凈高))
2、增加中頻爐保溫罩(具體簽訂協議時給圖紙與使用方法)
3、備爐前碳硅快速分析儀,熱電偶測溫儀。
二、以80廢鋼+20澆冒口為熔煉材料,焊接平臺廢鋼Mn含量按鑄件號加以嚴格控制。
1、 增碳贈硅(須用石川低硫石墨化增碳劑C>95,S<0.09)
A:電流降為0,開始加料,先加碎料5-10后加增碳劑總量的1/3均為撒入,不可加在一邊!
B:試驗平臺緊接著加廢鋼5-10后加增碳劑1/3均勻撒入,再加廢鋼5-10后把剩余的增碳劑,預處理劑加入(須均勻撒入,不可加在一邊)
C:整個增碳過程須在10分鐘內完成!
D:加料不停加滿后罩上保溫罩,升高電流抓緊熔化并密切觀察爐內情況及時加料。
E:整個熔煉過程,盡量用保溫罩保溫,熔煉速度,省電省時省力氣!
F:熔煉結束,裝配平臺待爐溫達到1400度左右時取樣經爐前碳硅分析儀測試后進行補硅補碳,調整原鐵水化學成分。
H:原鐵水成分:硅控制在1.4以內,碳控制在3.8-3.9范圍。
2、球化(須用石川特種球化劑,抗白口添加劑,硅鋇鈣孕育劑)
A:球化包須提前烘烤及清理干凈;
B:用0.8石川特種球化劑鋪底輕輕敲結實后上面蓋上0.2的石川抗白口添加劑,焊接平臺廠家再加上0.6硅鋇鈣孕育劑和1鐵屑后敲打結實。
C:出爐溫度在1530-1560度時出爐,出水達到50左右時加入硅鋇鈣隨流孕育劑0.4徐徐加入包內。
D:球化結束及時進行扒渣,鑄鐵平臺廠家待爐渣扒盡時灑上石川除渣劑進行保溫防氧化,把鐵水包移致澆注處,前后等待1-2分鐘后取樣,開始澆注。
3、 床身鑄件澆注
A:中大件還好用0.2-0.8mm硅鋇鈣粒進行二次隨流孕育,估算好澆注時間,先澆注薄壁小件,再澆厚壁中大件。須在10分鐘內澆注結束,三維柔性焊接平臺中大件須補澆冒口,并用冒口發熱劑覆蓋進行保溫。
B:進行床身鑄件保溫,不可過早開箱。
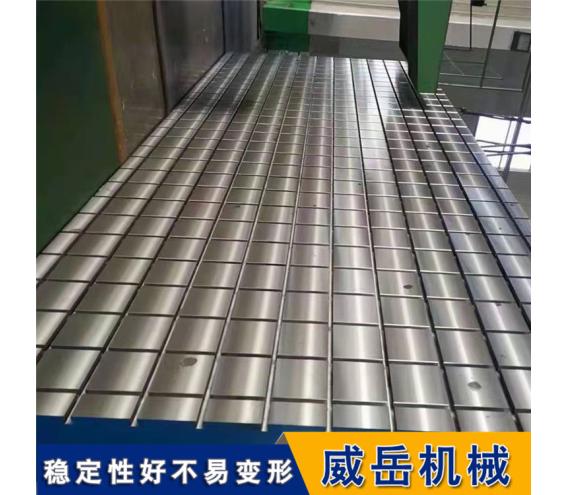
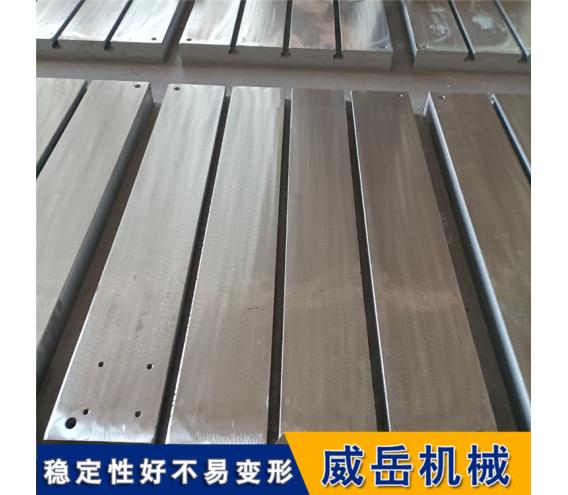
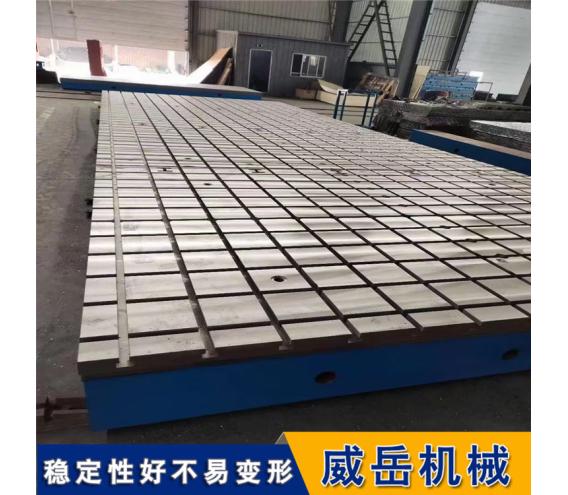
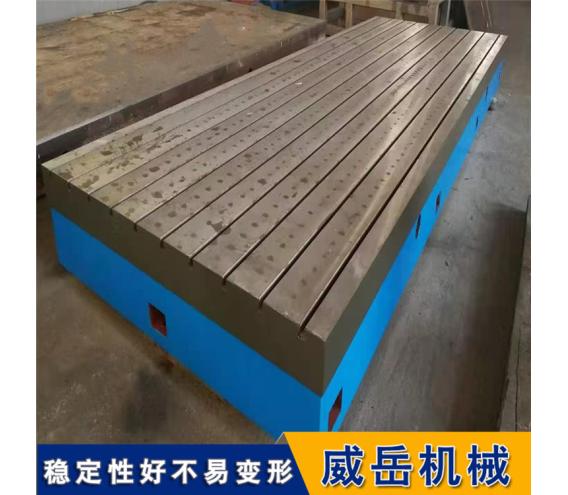
床身鑄件材質一般為HT250-HT300,材質強度、耐磨性、耐熱性均較好。由于灰口鑄鐵含碳量高,接近于共晶成分,故熔點比較低,流動性良好,收縮率小,因此適宜于鑄造結構復雜或薄壁鑄件
規格參數
行業分類:
儀器儀表/量具/其他量具
產品類別:
品 牌:
河北威岳
規格型號:
200*300-2000*3000
庫 存:
656
生 產 商:
河北威岳
產 地:
中國河北省滄州市

快速創建集企業介紹、產品服務、直播等一體的個性旺鋪

升級成企業號幫助企業搭建社交移動互聯網智能營銷平臺

自助開通商城,將智能營銷平臺、直播系統流量轉化成交